精密、高效、柔性车削的保证 — 机器人
高效、精密、柔性 — 此三个层面的要求是对现代车削技术的挑战,同时亦是其潜力所在。如果企业想在竞争中获得制高点,须将这三要素综合考虑。其中,工件的夹持技术作为整个制造系统的连接环节,起到承上启下的关键作用。理想加工状况下,夹持技术应实现最小化工艺辅助时间、高转速条件下的可靠夹持、无变形夹紧,保证最优的定心以及一次装夹,多面加工(减少工艺步骤)等条件。

图1:德国雄克(SCHUNK)六爪浮动卡盘ROTA NCR是夹持直径从165mm到1250mm的标准系列,最大可提供夹持直径3000mm的六爪浮动卡盘
德国雄克公司MENGEN工厂的卡盘专家推出标准化系列的六爪浮动卡盘“ROTA NCR”(图1)。无论小型或大型工件、无论薄壁环形件或重型的铸铁件 — 高性能的浮动卡盘在大量应用印证了其夹持潜能(图2)。
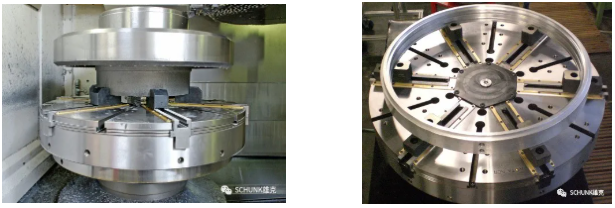
图2:NCR六爪浮动卡盘是驱动部件、环形薄壁件以及变形敏感的零件等夹持解决方案的福音。
亦可根据客户需求在标准NCR卡盘配置铜滑套、T型驱动槽等定制方案。
毛坯件的均一制造尺寸及适宜性加工
六爪浮动卡盘ROTA NCR由一个中心布置的卡盘活塞及三个沿圆周等分的内部摆楔组成。每个摆楔又与两个基爪相连。当工件定心后,与卡盘形成六个接触点,两两相对浮动,其结果是作用在工件上的夹紧力指向卡盘中心。此种结构实现了毛坯件最优的定心效果且无过定位。卡盘与浮动爪之间的完美匹配实现了被加工工件圆度和定心的最优化。夹紧预车过的表面的精加工过程中,用户可以把摆楔调整到中央位置,进而实现六个卡爪的中心并行运动。
微量变形夹持
浮动六爪卡盘的优势首先体现在其夹持强度,即用较小的夹紧力达到稳定的均匀分配的夹持效果,同时也保证了快速、安全及完美的夹持。例如,锻造件或铸铁件没有完全闭合,可通过浮动卡盘来平衡其精度误差;另外,工件夹紧后的变形量可急剧减小。相对于三爪卡盘,采用六爪浮动卡盘,被加工工件的圆度可提升8~9倍 — 特别适合于薄壁件的高精度的加工需求(图3)。
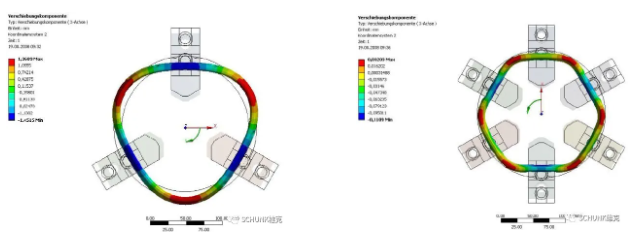
图3:相同夹持力条件下三爪卡盘与六爪浮动卡盘的工件变形对比(壁厚6mm)。(a)三爪的有效夹持,单爪作用力32000N,最大变形量1.36mm;(b)六爪的有效夹持,单爪作用力15000N,最大变形量0.032mm。
轴承内外圈的车削加工中,采用六爪浮动卡盘夹持更显示了突出的优势。例如加工50毫米厚的轴承圈,直径1米,材料为ST52(Q345,16MnST52-3),公差要求为920+0.025mm,圆度要求为0.02mm,采用六爪浮动卡盘预期的夹紧力则能达到20KN,其绝对可以实现安全可靠的夹持。
工艺准备时间的节省
代替费时的卡爪更换和非标卡盘设计,六爪浮动卡盘的卡爪作为标准配置选用。因无需齿盘传递定心,所以整个夹持过程可以完全简单、快速及精准地执行,使工件在最短的时间内定心。这样的设计符合车削加工的挑战性需求,降低了辅助工艺成本,提高了夹持的安全性 — 真正的好处是保持了更短的加工节拍。
工艺准备时间节省的意义又在于:工艺步骤的简化从而实现更高的制造精度。用户的生产报告中提到“车削轴承圈,是否可以仅采用NCR精车即可达到设计的公差要求”,以前必须附加费时的精磨工序才能满足,如果整个磨削工序保留,那么由于NCR更高的精度,保证了精加工中的磨削余量的均匀减小,这也意味着磨削时间和成本的降低。
密封型卡盘延长维护间隔
对于干切削加工,比如刹车盘的加工中,可以选用ROTA NCR-A密封型卡盘。位于卡爪接口和活塞上的特殊密封件可防止密封六爪摆动补偿卡盘ROTA NCR-A的润滑脂被冲刷掉,并防止夹持力逐渐丧失。即便是在夹持力很低的情况下,仍可确保卡盘具有精确功能。同时,密封件还可确保避免碎屑或污物进入卡盘体。这能提高过程可靠性和延长维护间隔时间,这样一来,车床卡盘无需像以往一样频繁地润滑或清洁。

图4:密封型SCHUNK ROTA NCR-A实现了对变形敏感部件的轻柔精确夹持。由于卡盘具有极低高度,因而在机床上留有足够大的空间用于工件和机加工过程。
虚拟仿真开发了隐含的潜力
借助于虚拟仿真技术(有限元方法,FEM)我们可以对客户复杂的夹持需求进行预估,并评价工件加工过程中的夹持状态及受力状况。基于仿真方法,雄克设计人员可以获得夹持设备、卡爪形式、夹持高度、夹紧力以及转速的最佳匹配参数。该方法在复杂的零件几何形状和高精度需求方面展示了广泛的应用前景(例如轴承、齿轮、涡轮壳体、缸盖或刹车片等)。
图5中显示了采用虚拟仿真技术分析泵驱动杆的夹持及加工状况,此驱动杆此前采用三个工序加工,若采用NCR夹持仅需两道工序即可完成。尽管如此,夹紧后的圆度误差也会满足要求ø218f7(公差0.048mm)。首先车削到0.054mm(在公差范围外),在第二次仿真中,提高转速并匹配切削参数 — 结果满足加工要求。通过虚拟仿真和六爪浮动卡盘的有效匹配能为用户带来巨大的成本节省空间。

图5:采用有限元仿真,被加工工件(铝制环形件)夹持后的变形量可以被精确估算并保证方案的可靠执行。
考虑辅助因素
虚拟仿真对于卡盘的连续维护的意义同样显而易见。连续生产中夹持设备故障对生产会产生极大的负面影响,系统性的维护能防止卡盘隐含的夹紧力不足等问题,并提高回转精度以及防止突然的卡盘故障。
为降低维护成本,NCR卡盘的部件已系列化并采用集中润滑。将定期的、小剂量的、均匀的卡盘体内的润滑分配方式引入到NCR设计中,因此NCR卡盘无需人工维护也能一直保持最佳的工作状态。
此外,雄克中国的技术支持和操作培训人员根据浮动卡盘的性能优化了润滑材质,对卡盘的日常润滑及维护出具了有效建议。根据客户需求,我们还为非雄克的夹具设备提供专业的保养服务,防患于未然,保证客户整体设备运行在最佳状态。
提升用户竞争优势
考虑到日益增加的时间及成本压力,对通用型精密卡盘如NCR浮动卡盘进行持续的保养维修服务,并借助于现代仿真方法进行的持续维护将是行之有效的举措。通盘考虑夹具的柔性、经济性及与之相关的市场竞争潜力,将提升企业未来的制造能力,使最终产品更具市场竞争力。

时间:2020-05-24 17:33 来源: 转发量:次
声明:本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,不为其版权负责。如果您发现网站上有侵犯您的知识产权的作品,请与我们取得联系,我们会及时修改或删除。
相关推荐:
网友评论: