机器人夹具的工作原理及工作方案
协作机器人的“能干”离不开其末端一系列智能工具,尤其是在搬运分拣等应用中,更是离不开夹具。目前国际知名的夹具品牌包括ATI,On Robot,JRT,欧地希、史陶比尔等,国内也有不少先进的夹具品牌,比如宇邦工业、北京软体等。

在大批量生产中, 为了缩短装夹工件的辅助时间, 往往采用装夹时间与产品加工时间重合的双工位高效夹具。因此, 如何设计出一种气压传动的双工位高效夹具,是许多夹具设计人员经常面临的问题。下面就来介绍一种双工位气动夹具。
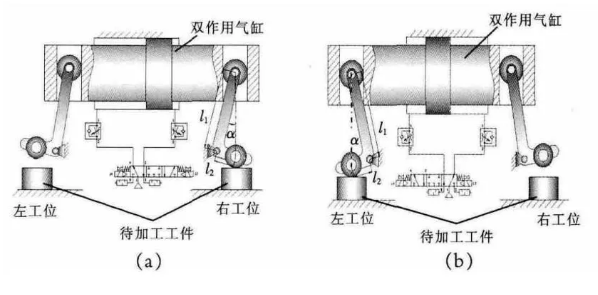
图1 夹具原理图
图1是夹具的工作原理图,其设计创意在于气缸活塞杆输出两端滚柱铰链采用对称设计,铰链连接 L形杠杆的设计实现夹紧力的放大。阀芯处于图(a)所示左位状态,压缩空气进入气缸左气腔,推动气缸活塞向右运动;右工位活塞杆则通过右边的滚柱铰链杠杆增力机构,对右工位的工件进行夹紧。此时左工位活塞杆拉动增力机构,使得左工位松开进行装卸。
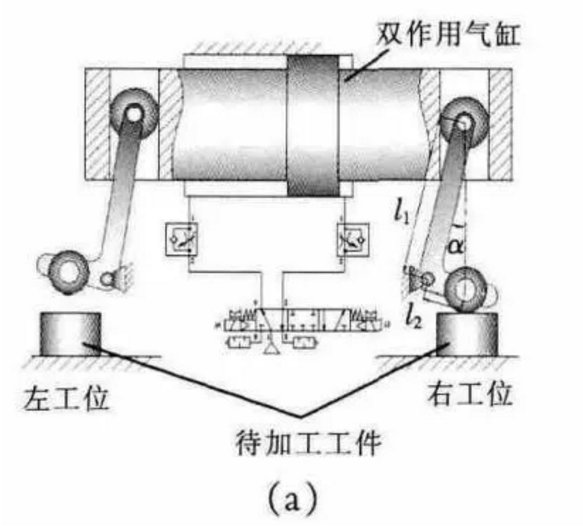
当右边工件的加工过程完成后,其阀芯切换至图(b)所示右位工作状态,压缩空气进入右气腔,推动气缸活塞向左运动,左工位被夹紧。
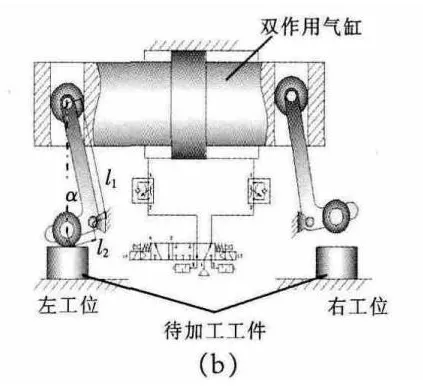
左右两个工位如此循环交替工作, 巧妙使用了空行程, 由于工件的加工时间与装卸时间部分重合, 节约了装卸时间, 因而大幅度提高了生产效率。此设计仅采用一个驱动气缸,就能实现两个工位工件的顺序夹紧,工件的切削加工时间与装卸时间重合,同时夹紧单元平稳运动,最终得到最大的夹紧力,符合一般夹具对夹紧元件运动速度特性与夹紧力特性的要求。
四种方案
解决单气缸驱动双工位夹具同时夹紧非等高工件
采用“一个气缸一个工位”的原则所设计的传统双工位夹具具有结构不紧凑等缺点。为此设计了一种单缸驱动双工位夹具(图2),基本原理为: 当换向阀处于左位时,压缩空气进入气缸无杆腔,使活塞向下运动,带动铰杆-杠杆增力机构发生角度-长度效应。
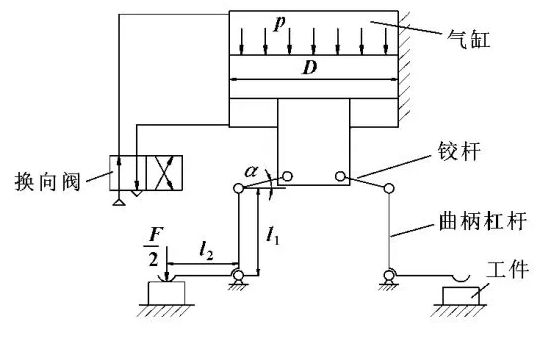
图2 固定式的铰杆-杠杆增力双工位气动夹具
方案一
铰接式气缸的双工位气动夹具
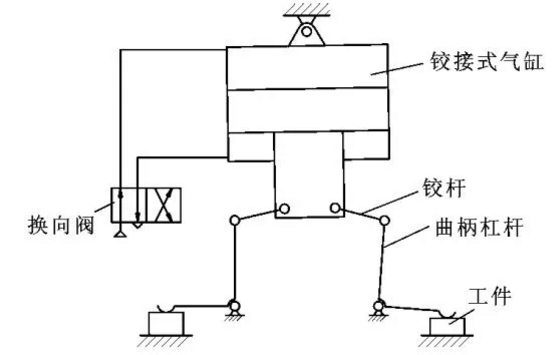
图3 铰接式气缸的双工位气动夹具
将固定式气缸变为铰接式气缸,工作原理为: 当换向阀处于图3左位时,压缩空气进入无杆气缸腔,推动活塞向下运动,由铰杆-杠杆组成的机构实现了力的二次增大。活塞向下运动,当左边工件被夹紧后,铰接式气缸发生摆动,带动活塞一同摆动,通过活塞与铰杆-杠杆的复合运动使右边工件被夹紧,从而实现同时夹紧不等高工件。待工件加工完毕后,换向阀切换至右位工作,压缩空气进入气缸有杆腔,活塞向上运动,使夹紧元件松开工件。
方案二
铰接式活塞杆的双工位气动夹具
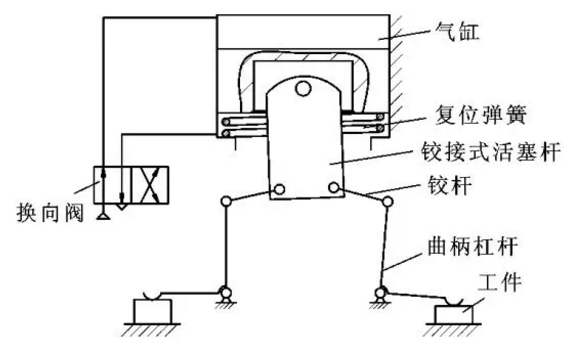
图4 铰接式活塞杆的双工位气动夹具
利用铰接式活塞杆的方法实现双点浮动夹紧工件。活塞杆的质量小于气缸的质量,活塞杆摆动时的惯性低于气缸,噪声有所降低,但惯性冲击和噪声依然存在。图4的工作原理与图2相似,不同之处在于: 当左边工件被夹紧后,活塞杆发生摆动,利用铰杆-杠杆的复合运动实现右边工件的夹紧。活塞杆为单作用运动,一般采用外力松开工件,在图4中弹簧的弹性能恢复推动活塞向上运动,使夹紧元件松开工件。
方案三
浮动式滑块的双工位气动夹具

图5 浮动式滑块的双工位气动夹具
在活塞杆中放置浮动滑块构成双点浮动夹紧气动夹具。如图5所示,压缩空气进入无杆气缸腔,推动活塞向下运动,当左边工件被夹紧后浮动滑块向右移动,通过铰杆-杠杆之间的复合运动实现右边工件的夹紧。与图3和4相比: 系统的结构刚性有所提高,惯性冲击和噪声较少;同时浮动滑块与滑槽之间的摩擦较大,浮动滑块对制造和安装的要求较高。
方案四
浮动式滚轮的双工位气动夹具
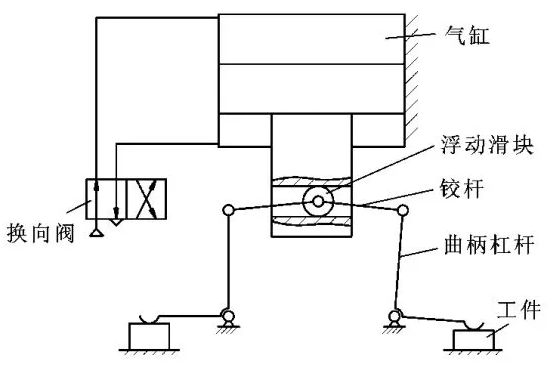
图6 浮动式滚轮的双工位气动夹具
为改善摩擦采用高副滚轮代替低副滑块。其工作原理为: 在滑槽内放置一滚子,两边的铰杆铰接于滚子中心。如图 6所示,换向阀处于左位时,压缩空气进入无杆气缸腔推动活塞向下运动,当左边工件被夹紧后,浮动滚轮向右移动,通过铰杆-杠杆的复合运动实现右边工件的夹紧。工件加工完毕,换向阀切换至右位工作,压缩空气进入气缸有杆腔,活塞向上运动,夹紧元件松开工件。
结语
单气缸双工位的气动夹具最大的利用了机床的运动能力,工件的切削以及装夹时间重合,节能同时效率提高。针对不能夹紧非等高工件的特点也可以使用上述四种方案来解决,4种解决方法均是解决自由度不足的问题,通过增加一个自由度,从而实现双点浮动夹紧工件。

时间:2020-05-19 00:01 来源: 转发量:次
声明:本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,不为其版权负责。如果您发现网站上有侵犯您的知识产权的作品,请与我们取得联系,我们会及时修改或删除。
相关文章:
相关推荐:
网友评论: