2019机器人打磨抛光论坛 | ATI演

2019年5月9日中国打磨抛光机器人论坛在东莞举办,国内业界大咖齐聚共同探讨和分享了机器人打磨抛光的现状,ATI作为材料去除产品的业内领先供应商应邀参加并分享了一场机器人打磨接触力和位置姿态的演讲。
各位来宾、各位朋友,下午好,我来自于美国ATI工业自动化张志军,我主要负责材料去除工具。我今天分享的题目,关键词是接触力和位置姿态的控制。因为在打磨过程当中涉及到两个关键点,打磨时候接触的力到底多大,到底是经过一个什么样的轨迹和位置。前面几位专家已经介绍了这些点,我分享一下ATI在这个问题上是怎么做一些产品或怎样理解的。
我分析一下,机器人用于加工材料的时候,不管是铣削还是打磨,刀具或者磨具跟工具接触的时候,产生一些力的变化,或者在这个过程当中位置上有什么变化。
关于力和位置,咱们叫机器人打磨论坛,我想说一下“打”字,大家想到“打”是什么呢?会不会手抬起来,在空中形成一个轨迹,最后到达一个终点,可以想象一下。首先你到达最终终点的时候,那时候会有接触,你手上会有一个力,那个力是被你感知到的。但是你空中走过一个轨迹,我认为这是一个“打”的过程,正好配合今天的关键词,位置姿态的控制,以及接触力。
基于这两个特点,ATI设计一些专门用于打动的主轴,气动主轴,叫恒力浮动主轴,包括去毛刺的运用。六维力/力矩传感器,它怎么会用打磨?ATI这家公司在美国,在北卡罗来纳州,大概成立30周年,专门做机器人机构,我们公司最多的产品是机器人快换产品,机器人可以切换不同的工具,一个机器人可以干不同的活。我重点介绍恒力浮动去毛刺工具,一个是径向浮动,一个是轴向浮动,还有一个是六维力/力矩传感器。
其实机器人是柔性的机构,一开始做的是搬运、抓取、喷涂、焊接,现在越来越多的机器人被用来做加工,类似于机床一样,原来做加工,它可以抓电主轴或者加打磨工具,它去做一些加工的工作,相当于机器人成了一个加工机了。那么它会涉及到力的状态,不管是做铣削还是磨削,会涉及到力的状态。下面介绍机器人可以用来铣削雕刻,作为重要的工艺去打磨。韩经理年纪非常轻,但是做了非常伟大的项目,为航母做贡献,替他感到高兴。
我说一下机器人加工,机器人比起CNC,它跟Cycle有什么特点,跟人做有什么特点。与CNC相比,机器人的位置精度差很多,机器人绝对精度要做到500克,0.5毫米的样子,这是它的劣势。刚性也比较差,机器人是串联机构,CNC是并联机构,刚度完全不在一个等级上,但是在编程上比较一致。但是它有一个优点,六轴有很高的柔性。CNC可以只能加工几个面,但如果用机器人加工,它可以做更多的位置移动,可以加工更多的面,柔性比较好。另外,它比CNC更便宜一点,现在很多雕刻的工作直接用机器人去做了。
如果与人相比,咱们说的是机器人代替人,机器人可以不断的重复,但是跟人相比,人有一个优势,虽然人刚性差、精度差,人有眼睛,手有感知力,这是特点。现在为什么不能叫机器人,叫机械臂,它只是一个手臂。与人相比,人是一个整体,他有眼睛、大脑、身体。机械臂只是一个可以移动的东西。不管咱们提到的力觉系统,还是视觉系统,都是让机械臂更有感觉,也就是让机器人末端更有知觉,这是它们相比的特点。
如果把机器人用于加工,它只能用于柔性加工。比如说铣削和刚性磨削,比如说砂轮磨削,它就是刚性磨削,只是用的专机,机器人,刚才说了精度和刚度不够,机器人只能干一些柔性的活,刚才说的打磨抛光去毛刺。我刚才讲到“打”,抬起来有一个轨迹,然后停下来,停下来那一瞬间有一个力。停下来之后,移动摩擦,这叫打磨。
其实我们今天的主题可以叫“打磨、打光、打毛刺”,什么意思?打磨,磨的是一个面,要去除一些材料。打光,材料去除很少了,只是改变表面的一些状态,起到光泽的改善。打毛刺,把毛刺打掉,把毛刺从机体上去除掉,这是打的过程,都可以理解为打。
在应用中,跟工件接触的是什么?是一些刀具,不管是刀具还是磨具,它都是一种非常硬的东西,反而去去除一个比较硬的材料。现在我的职位叫材料去除,不管是用刀具还是磨具,我把一个我不想要的东西从工件上去除掉,不管是打磨去除材料,还是打光,还是抛光,还是打毛刺把这个东西去除,都是材料去除。
其实我们机器人干的工作主要是柔性,最多的是柔性磨料,比如说砂带,用砂带做的百叶轮,用纤维做的无纺布,它都是柔性的砂轮,摸上去都有一定的弹性。如果你的工件和磨具、刀具接触的时候,它是有弹性的,不像铣削的刚性。只要有弹性,就有位置的变化、浮动。只要有位置浮动,我们就必须要控制它,尽量控制好,控制精确。抛光轮,麻布轮,这都是比较有柔性的东西。
还有一种是旋转锉刀,其实就是刀具,非常硬,没有弹性。但我为什么把它列到带柔性,人的手是有弹性的,所以这也称为柔性的工具。只要用的柔性,不管是工具的主轴,还是磨具、刀具本身,如果你用在机器人上面作为加工机,它可能要涉及到位置的控制,除了位置的控制,最终也是为了做力的控制,所以力/位复合,刚才也有人提到力/位复合,其实是这两个因素。
刚才讲了一些位置的变化,柔性的东西就有位置变化。我分析一下力,什么是力?不管是铣削还是磨削,它们都有一个共同特点,都是圆的,不管是刀具还是砂轮,它们都是圆的,只要是圆的,一般都会连着一个主轴性带它。如果铣刀,在加工的时候,你可以让它轴向输力,就像转头一样。它也可以侧向受力,相当于帮它铣出一个面。
在打磨的时候,比如说砂轮,比如说现在有人拿工具去打毛刺,他是用砂轮圆周打的,工具在径向的数据。所谓径向,就是主轴的半径方向。端面打磨,他用圆周的端面去打磨,这就叫端面打磨。如果是端面打磨,它叫轴向受力,核心是轴向受力,但是它有一个角度。第五个图是原拍打磨,偏心的,实际上是原拍中心点和主轴中心点是不同心的,完全的工件表面进行打磨和抛光,这是受力特点。最终解释,要么是径向,要么是轴向,要么是即有径向也有轴向。

ATI公司从成立到现在有30多年的时间,专门从事机器人的末端执行工具的研发和制造,根据客户需求,基于这些特点设立了主轴,径向浮动的主轴,配合一些刀头,包括一些磨料。轴向浮动,也可以配一些刀头和磨料。我把配合刀头的叫机加工,配合磨料的叫研磨,因为它们有一些区别,一般研磨的直径比较大,研磨直径大,转速低。一般刀头的寿命比较长,一把刀可以干三五天,而一个磨料基本上干三五分钟,这是本质区别。刚才提到磨料怎么替换,也是打磨机器人要面临的一个重要的问题。

这是ATI最多的产品,径向浮动工具。
它首先是旋转的气动马达,可以做360度的浮动,浮动相当于我可以弥补机器人本身位置的精度不足。另外,工件的偏差,只要工件足够浮动,就可以弥补两个误差:机器人和工件。我弥补这两个误差之后,我保证跟它始终有接触,接触就会形成铣削,形成打磨,或者形成材料去除。根据毛刺的大小,一般从150瓦到1000瓦,功率越小,去毛刺越小,从0.1毫米一直到3毫米的毛刺。刚才提到有的毛刺铸造的有十几毫米,ATI的气动马达扭矩不够,那时候需要浮动的电主轴现在ATI没有这样的产品,但是我们也正在开发这样的产品。
核心原理,浮动怎么来的?
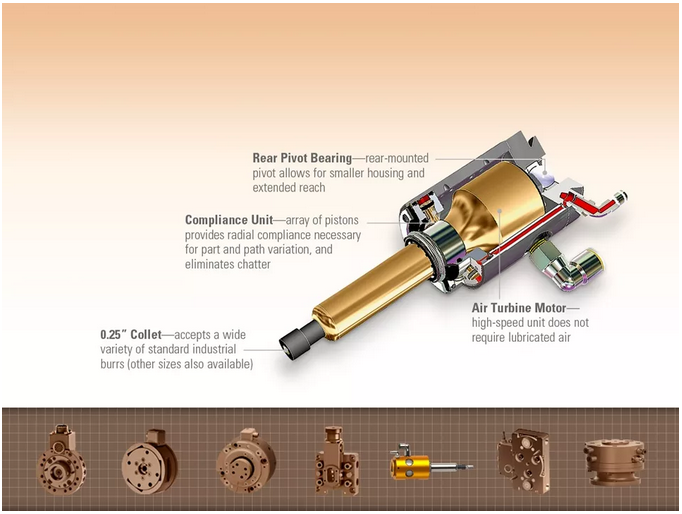
浮动是通过球面轴承,相当于是一个马达,那个马达可以随意晃动,360度浮动。恒力怎么来的?恒力来自于中间这圈活塞,这圈活塞一通气的话,它就会把马达顶到中间,顶的力有限,如果超过它的阀值,它就会离开。比如我输入一公斤的气,它最多可以产生10mm的力。我在使用的过程当中,在真正打磨的过程当中,或者去毛刺的过程当中,我希望刀具,或者磨具跟工具恒力接触,我怎么获恒力?要想获得恒力,必须把刀头搬到一边去,只要搬到一边去,它的力是恒定的。所以在使用的过程中,它有一个使用范围。比如说这把刀具,它的浮动范围是一个8毫米半径的圈,红色的是它的边界,黑色的是它最终的点。在工作的时候,希望是在内层区域,在那个区域的工作是最安全的。我再强调一点,如果你想要获得恒力,一定要让刀主轴偏转到内层的区域。在那个区域里,首先是恒力的,并且安全,不至于把这个东西损害。
在工作的时候,必须要把刀头搬过去,怎么做示教呢?今天也提到编程,有人手工示教编程,有离线编程。这个更多的是做人工示教编程,我怎么去找那个点呢?现在有一个辅助的示教工具,在示教的时候,把刀头拿掉,我把恒的黑点,高低的点当成你要偏离的位置的点。这样的话,我在示教的时候,把标杆和要打磨的区域有些接触,这时候就可以辅助来完成工具的示教。
另外,轴向浮动比径向,轴向浮动比径向浮动简单一点,因为轴向浮动就是单项的轴,相当于气缸一样在里面浮动。右边那个是打磨用的,配合毛刷,它是做轴向浮动的。它有一个比较合理的工作区域,左边刀头,它可以深度4毫米。因为一通气就顶出来了,最佳工作区域缩回到3毫米-2毫米,这样就可以完成恒力的加工。右边的是浮动范围大一点,0毫米到15毫米,意味着会顶出比较多,毛刷本身柔性比较大。这时候最佳工作区域在7.5毫米到12毫米之间,这是使用的情况。不管在哪个区域,这个东西跟弹簧不一样,弹簧是深处的越多,或者压力越多,深处的力越大。这个东西不管是深处的多还是少,我就是使用恒力,这是它与弹簧对比的特点。
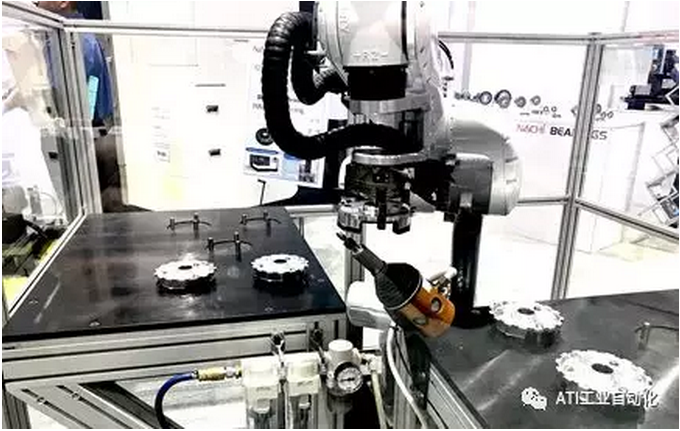
这些工具用在什么地方呢?现在用的比较多的是去毛刺,去毛刺有很多种方法,我们用机器人主要是框定在这个区域里。我讲一下打磨、打光、打毛刺的特点,我认为打磨和打光,主要是打大面,去除一些材料用光。去毛刺,一般都在边缘,这是它们的特点。现在这种工具,我们的工具比较适合去毛刺,用旋转锉刀,或者用刮刀,或者是动力毛刷、动力端面研磨。如果是端面研磨,一定是轴向受力。
旋转锉刀有两个受力方向:一个是径向浮动,一个是轴向浮动。径向浮动,一个典型的案例是去轮毂毛刺,轮毂在机加工完成之后有一些毛刺,用径向浮动的工具是比较方便的。另外,轴向浮动,倒角处方便,轴向浮动,机器人主轴的幅度会小一点。

轴向浮动的主轴,这时候可以配合一些毛刷,案例是做杠杆的去毛刺。它有一个不同之处,毛刷与刀,刀需要严格的轨迹才能去掉边缘的模式。但是对于毛刷,因为它的面积比较大,只要盖上这个区域就能把毛刺去掉。当然也可以做一些焊缝的加工,端面的砂碟也可以把那个去除掉。但是我们目前的工具都是气动,气动的扭矩输出有限,只能打一些小的焊缝,更大功率的电动马达敬请期待。
介绍一款最新的产品,恒力浮动刮刀。

刚才讲到要么径向浮动,要么轴向浮动,但是这个既带径向也带轴向,没有马达,相当于手工刮刀,直接把刀柄装在浮动机构上。有了这个浮动机构,直接装上它完全可以代替人的轨迹,然后去做去毛刺。这个去毛刺的方法,它是无动力的,无动力对工件产生过削的可能性小一点,这是它的优势。
以上是ATI用于打磨抛光去毛刺的浮动主轴,分两种:径向浮动、轴向浮动。除了浮动主轴之外,还有单独的六维力/力矩传感器。

比如说这是一个铁饼,它是刚性的,一点儿都不带浮动,但是它可以传输6个方向的量,3个力,XYZ三个方向的力,绕着XYZ的扭矩。所谓的扭矩,它有一定的距离,像扳手一样。然后力传感器,你可以把信息传递给机器人本体,一般情况下一秒钟可以接收到250HZ的型号,实时判断前端力的情况,最终来调整机器人的位置。
什么意思?如果前端的接触力大,这需要调整机器人往后移。这个信息需要通过机器人的控制器给出指令。如果前方的力小的话,我需要给出更大的力,需要控制器根据采集来的信号,然后给出一个力。力,也是因为有位置产生的,手推的多,力的输送就大,等你往回走,它的力就小了,这是它的特点。
我再介绍一下位置姿态传感器,这不是ATI的产品,用于离线编程有独特作用。所以位置姿态传感器,现在大家玩手机,比如玩飞机,飞机往哪边飞,不管往哪个方向旋转都能采集出来,这个叫陀螺仪。还有加速度传感器,很多人都喜欢看步数,你每走一步,手机在你的口袋里加速停下来,它是用加速器把手机感测出来,它知道手机怎么动。还有一个是位置,它把手机放在磁性位置中,不管在空间的那个点都可以把你找出来。这样的话,意味着任何物体在空间的位置,首先是它的坐标点,还有坐标的旋转角度都可以采集出来,采集出来就可以准确的获得这个物体。对于打磨来讲,就是这个工具的各种的位置信息。
所以有六维力传感器可以获得力的信息,有位置姿态传感器就可以获得位置信息。它有什么作用呢?这是一个案例。手里拿的黑色的部分是力的传感器,白色的部分是位置传感器。我在用它的时候,我就找一个熟练的工人,这是一个抛光的应用,用麻轮抛光,但是我的两个传感器,我把这个人每时每刻的信息记录下来。因为我的采集频率非常高,一秒钟可以采集1000HZ,打磨的时候,核心的信息全部采集下来,位置信息和力的信息。比如说打磨一个件需要2分钟,我采集2分钟的数据,这时候自动生成机器人打磨程序。
手在执行的时候,手来控制位置,力传感器也可以采集到。但是到了机器人执行端的时候,在它的末端有六维力传感器。因为你让机器人在执行打磨的过程中,到底机器人使多大力,这时候需要机器人上面的六维传感器跟它做交流互动。这就是新型的利用力传感器和位置传感器的离线编程方式,离线编程有很多种,这种完全不需要那么复杂的软件,需要人机协作,人在打磨的时候,记录下核心信息,最后生成一个可以让机器人实现的轨迹,它基于核心技术平台,六维力传感器和电子传感器。
总结一下,ATI目前产品系列中能够提供给机器人打磨用的力方案或者位置控制方案,首先是右边的三个浮动主轴,有径向浮动,有轴向浮动,它们都自带电主轴,可以提供旋转的工具。另外一种是六维力传感器,它只是一个传感器,需要跟机器人做数据交互,最后才形成一个闭环的控制。
以上是ATI有关于对机器人打磨过程中的控制,磨具或者刀具跟工件接触时候的接触力,以及位置变化情况的信息。如果大家后期有需要可以去我们展台,这是我们的工作号,有需要随时保持联系,谢谢大家。


时间:2019-05-30 00:29 来源: 转发量:次
声明:本站部分作品是由网友自主投稿和发布、编辑整理上传,对此类作品本站仅提供交流平台,转载的目的在于传递更多信息及用于网络分享,并不代表本站赞同其观点和对其真实性负责,不为其版权负责。如果您发现网站上有侵犯您的知识产权的作品,请与我们取得联系,我们会及时修改或删除。
相关文章:
相关推荐:
网友评论: